Rogers partners with customers in a wide range of industries, providing advanced materials to power, protect and connect our world.
Explore current uses of the products in the Advanced Electronics Solutions Business Unit.
 The Road to 5G: Opportunities for High Frequency PCB Materials in Emerging 5G Markets
The Road to 5G: Opportunities for High Frequency PCB Materials in Emerging 5G Markets  The Roadmap to Autonomous Driving
The Roadmap to Autonomous Driving  John Hendricks explains PCB requirements for 5G (IMS 2018)
John Hendricks explains PCB requirements for 5G (IMS 2018)  Rogers Corporation's Joey Kellner chats to AutoSens TV
Rogers Corporation's Joey Kellner chats to AutoSens TV  Don't be Misled - Understand the Confusion Surrounding Material Data Comparisons
Don't be Misled - Understand the Confusion Surrounding Material Data Comparisons 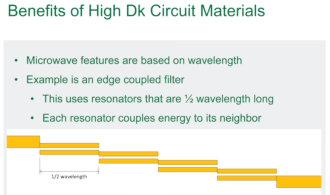 Benefits of High Dk Materials
Benefits of High Dk Materials  Basic Tutorial of Microwave PCB Based Filters
Basic Tutorial of Microwave PCB Based Filters  ROGERS Power Electronics Solutions
ROGERS Power Electronics Solutions  curamik® ADVANTAGE
curamik® ADVANTAGE  curamik® Ceramic Substrates
curamik® Ceramic Substrates  Learn All About Laminated Busbars The Road to 5G: Opportunities for High Frequency PCB Materials in Emerging 5G Markets The Roadmap to Autonomous Driving John Hendricks explains PCB requirements for 5G (IMS 2018) Rogers Corporation's Joey Kellner chats to AutoSens TV Don't be Misled - Understand the Confusion Surrounding Material Data Comparisons Benefits of High Dk Materials Basic Tutorial of Microwave PCB Based Filters ROGERS Power Electronics Solutions curamik® ADVANTAGE curamik® Ceramic Substrates Learn All About Laminated Busbars
Learn All About Laminated Busbars The Road to 5G: Opportunities for High Frequency PCB Materials in Emerging 5G Markets The Roadmap to Autonomous Driving John Hendricks explains PCB requirements for 5G (IMS 2018) Rogers Corporation's Joey Kellner chats to AutoSens TV Don't be Misled - Understand the Confusion Surrounding Material Data Comparisons Benefits of High Dk Materials Basic Tutorial of Microwave PCB Based Filters ROGERS Power Electronics Solutions curamik® ADVANTAGE curamik® Ceramic Substrates Learn All About Laminated Busbars